By its very nature, the KLAMFLEX coupling system relies upon surface contact of the sealing rings, and consideration must be given to pipe end preparation on pipes with naturally rough or uneven surface finish.
Where surface dressing is required to remove weld bedding, care must be taken not to overdress the pipe end causing pitting or flat spots.
In general, the recommendations of SABS 719-1971 and BS 534-1990
section 15 ensures a satisfactory surface finish.
Dimension ‘L’ is the length from
the ends of the pipes which must be rounded where necessary to
meet the tolerance required. It is also the amount of
“Clearance” to permit coupling assembly, and applies equally for
coupling sleeves with centre register, without centre register
or with locating plug.

For distance ‘L’ the pipe must be
free from any peaks, flats, depressions, roll marks, weld beads
or any other such defects likely to affect the seal.
See Figure 4.
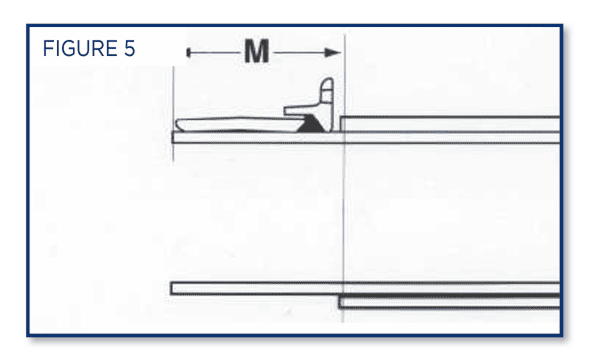
Where it is necessary to slide the coupling completely onto one pipe end, the wrapping must be cut back on site for minimum distance “M”.
For closing connections, only coupling sleeves without register
or with locating plugs may be used.
See Figure 5.
Table 1
| DN (mm) | SLEEVE LENGTH (mm) | DISTANCE L FOR NORMAL COUPLING ASSEMBLY (mm) | DISTANCE M FOR CLOSING CONNECTIONS (mm) |
|---|---|---|---|
| ≤ 326 | 102 | 100 | 152 |
| > 326 - ≤ 1150 | 178 | 150 | 254 |
| > 1200 | 356 | 300 | 500 |
